
“Closing the loop on automotive plastics is no longer a question of ambition; it is a question of execution.” So says Charlie Tan, chief executive officer of the Global Impact Coalition.
GIC, a CEO-led platform based in Switzerland, just completed a pilot program dubbed the Automotive Plastics Circularity project. It launched the effort knowing that, every year, more than 800,000 metric tonnes of plastic from end-of-life vehicles (ELVs) are incinerated or landfilled in Europe alone. GIC says “the pathway to addressing this is understood, but the system to deliver it at scale does not yet exist.”

So it collaborated, pre-competitively, with eight companies from the chemical and waste industries –– BASF, Covestro, LG Chem, LyondellBasell, Mitsubishi Chemical Group, SABIC, Suez Group, and Syensqo –– to process 100 ELVs through a full dismantling, shredding, and sorting chain. In so doing, they recovered roughly 8 metric tonnes of plastic from vehicles of different ages, makes, and conditions.
The pilot program established “technical feasibility,” the group said in announcing the results on April 8. “Plastic components can be recovered from end-of-life vehicles and processed into material suitable for recycling. However, commercial viability remains to be established.”
The primary barrier is not technology, concludes GIC -–– it is coordination, economics, and the absence of a value chain framework that aligns incentives across all actors: OEMs, dismantlers, waste management companies, and chemical producers. “Closing the loop will require new commercial models, shared standards, and targeted investment.”

GIC began life in 2021 as an initiative called Low-Carbon Emitting Technologies (LCET), under the auspices of the World Economic Forum. It then relaunched in late 2023 in Geneva as an independent association under its new name. The group aims to turn sustainability challenges for the chemical industry and its value chain into commercial solutions through cross-industry collaboration.
Simplify and streamline data collection, management, reporting and disclosure activities with UL 360 software for enhanced sustainability efforts, learn more here!
GIC continues to grow, recently adding two key new members. Siemens AG joined the group, bringing its capabilities in industrial AI, automation, and digital-twin technologies to help scale emissions reduction and circularity solutions. Then, on April 15, Jaguar Land Rover joined the Global Impact Coalition as a project member for Phase II of our Automotive Plastics Circularity Project.
Paul Francis, the automaker’s senior manager of circular supply chain, said: “JLR is excited to be part of this project. The value comes from working across the entire supply chain and combining our expertise. Part of our role is to clarify our material requirements whilst evolving our designs to better enable a circular supply chain. Our ability to do this is significantly enhanced through genuine partnership and collaboration.”
Confronting Legislative Challenges
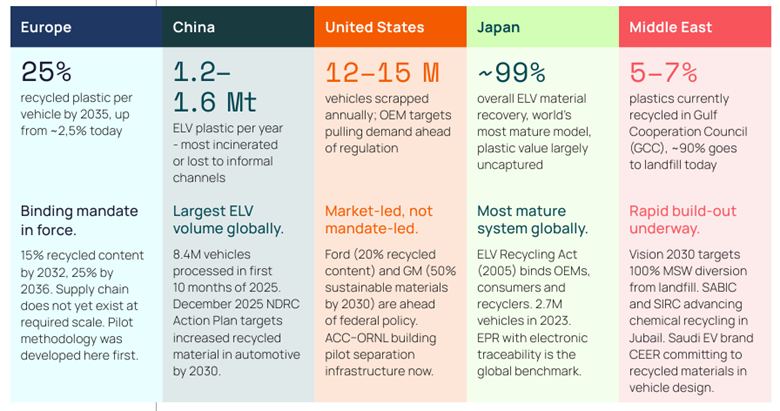
Europe’s automotive industry is facing a rigorous legislative incentive. The European Union’s new End-of-Life Vehicles Regulation (EU ELV) will require that new vehicles contain at least 15 percent recycled plastic within six years, rising to 25 percent within a decade, with at least 20 percent coming from end-of-life vehicles. Meeting those targets requires a significant increase in recycled automotive plastic compared to what the industry currently produces.
Closed-loop recycling, or plastic reclaimed from ELVs that is returned to new vehicles, accounts for only around 2.5 percent of recycled plastics in new vehicles today, vs. the 5 percent the incoming regulation will require.
The pressure is not limited to Europe. China, already the world’s largest ELV market by volume,
introduced a national action plan in December 2025, targeting increased recycled material
use in auto manufacturing. The U.S. is seeing demand from the vehicle makers themselves pull ahead of federal policy. And Japan has operated a mature recycling system since 2005.
Assessing the Material Opportunities
“After sorting, target polymer fractions composed of mono-materials showed the highest purity levels. But technical feasibility is not the same as commercial viability. Today,” the report said, “dismantling and processing costs significantly more per kilogram than the threshold needed for a viable business case. Closing that gap is the defining challenge.”
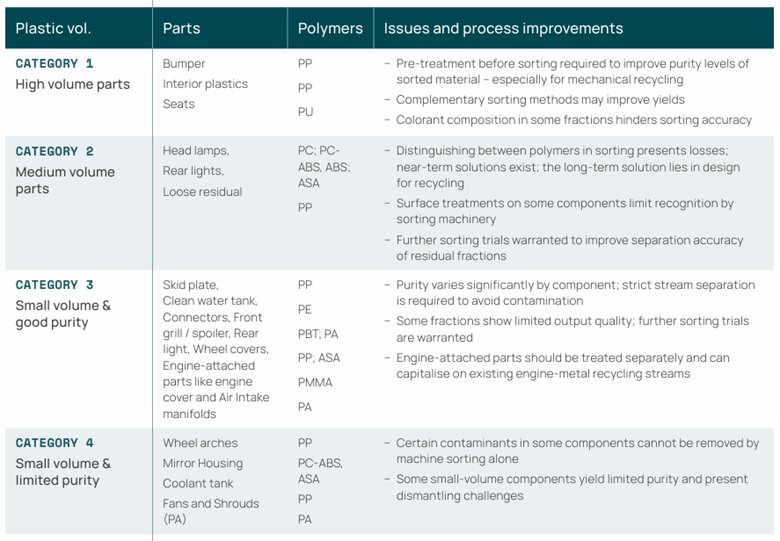
Several findings from the pilot will shape the work ahead, GIC said. The chosen approach, processing 22 separate polymer streams, increased purity levels but also raised effort and cost.
* The industry needs to either focus on fewer, high-value/high-weight components where
commercial viability is clearer or fundamentally improves the purity achievable from sorting mixed plastic streams –– since grouping polymer streams alone is insufficient to meet the quality thresholds required for commercial use.
* Material quality from current sorting methods falls short of what many automotive applications require. Multi-material parts, paint residues, loads (like glass fibers and
minerals), and other contaminants reduced the yield of usable polymers below what had been anticipated. Pre-treatment before shredding is required for certain components, the study concluded.
The most important finding from the pilot, noted GIC, is not about a specific polymer or a dismantling technique. It is structural:
* OEMs control material specifications but have only recently begun to operate dismantling activities.
* Dismantlers control the feedstock and focus mainly on part reuse but lack a reliable market incentive to invest in plastic recycling.
* Waste management companies do not have sufficient feedstock to build dedicated automotive plastics sorting facilities.
* Chemical companies understand the quality requirements but depend on consistent, large-volume supply chains that do not yet exist.
“Aligning these incentives across the chain is at least as important as solving any technical challenge –– and it is precisely what no individual company can do alone. Every finding that follows reflects this structural reality.”

The Need to Reduce Costs
Currently, the study found, the process used is way too costly. To become feasible for the value chain, a cost improvement of up to 75 percent is needed.
GIC said that roughly 80 percent of recovered materials can be dismantled or shredded with low to moderate effort. “Bumpers were among the easiest components to process;
airbags, engine-related parts, and jounce bumpers proved most challenging.”
The group conducted trials with a mobile shredder, which provided a useful insight: “Co-locating shredding with dismantling operations reduced logistics costs and proved especially effective for bulky parts. The current model of transporting plastic to centralized fixed facilities may be less efficient than it needs to be at scale.”
The pilot raised a key strategic question: Is it better to dismantle more parts before shredding, or to shred more of the vehicle and rely on enhanced automated sorting afterwards? The trade-offs between these two approaches, in cost, quality, and throughput, are among the most important issues to resolve.
Seeking to Optimize Material Purity
After sorting, target polymer fractions composed of mono-materials showed the highest purity levels.
For polycarbonate, the central challenge is purity. The participants found that purity in sorted PC and PC/ABS fractions was lower than expected, too low for most automotive applications without further processing.
For polypropylene, the challenge is the complexity within what appears to be a single material category. Compounded, glass-filled, and talc-filled PP all behave differently during reprocessing. Any workable PP strategy for mechanical recycling requires separating these sub-streams before processing, not after.
Paint on bumpers remains one of the most persistent technical barriers. Coating removal is a necessary pre-treatment step, but no one has yet demonstrated a cost-effective method at an industrial scale. Without pre-treatment, sorting efficiency for painted bumpers falls to a level that makes the resulting material commercially unviable.
After target components are removed, the remaining residue fractions contain a broad
spectrum of polymers and impurities. For these complex fractions, chemical recycling –– e.g., pyrolysis, gasification, solvolysis, but particularly gasification –– could be the most credible route. GIC said this will be tested in the next phase.
The emerging model, therefore, is complementary –– mechanical or chemical recycling for clean, sorted streams; gasification for residue streams. That combination offers the most realistic path to maximizing recovery from end-of-life vehicles.
The Actions Needed to Unlock Circularity
Unlocking circular automotive plastics requires action at three levels, according to GIC: operational quick wins, creating the system preconditions for scale, including value chain coordination and ecosystem investment.
What Dismantlers & Recyclers Can Do Now
Several operational changes have the clearest near-term payback. Dismantling can be optimized by improving crane tooling and the on-site workflow around the specific components that yield the highest return on investment. The pilot demonstrated that dismantling time and, therefore, cost are highly sensitive to how the operation is physically organized.
What OEMs & Chemical Companies Must Decide Together
The pilot operated without access to polymer composition databases, such as the International Material Data System (IMDS). That is how most authorized treatment facilities operate today, and it directly constrains both yield and purity. OEMs hold this data; making it available to dismantlers would significantly improve the economics for everyone downstream. Equally, OEMs and chemical companies have not yet agreed on shared quality specifications for recycled automotive plastic.
What Requires Multi-Stakeholder Commitment
The ELV ecosystem is currently designed around metal recovery; plastic is a byproduct. Embedding chemical companies in the ELV recycling landscape can accelerate the development of high-quality recycled polymers, provide scalable feedstock processing and purification technologies, and enable new circular product designs by aligning material specifications with recycling capabilities. Consortia that invest now in pilot programs and technology road mapping will be better positioned to move quickly when unit economics improve. Early movers will define the standards.
Looking Ahead to Phase 2
Phase 1 of the GIC pilot answered the question as to whether it is technically possible to recover usable plastics from end-of-life vehicles at scale. The answer is yes, but it also showed that technical feasibility is not enough; there must be a commercial case.
The barriers that remain are economic and structural. Overcoming them will require all vested parties –– chemical companies, vehicle OEMs, dismantlers, and policymakers –– to make decisions and investments that none can make alone.
GIC said Phase 2 of its Automotive Plastics Circularity Project will focus precisely on that –– building the business model, defining a globally-applicable roadmap for the sector, and
demonstrating that circular automotive plastics can work commercially, not just in a pilot. A core objective of Phase 2 will be to identify the two or three multi-stakeholder commitments that can move the needle in the next 10 years.
To learn more about the project or how to get involved, go to www.globalimpactcoalition or email contact@wearegic.com.
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.