

This article builds on earlier coating defect discussions published through UL Prospector Knowledge Center – Overcoming Paint Film Defects: Causes and Remedies and expands further into practical industrial troubleshooting, analytical investigations, and process-related corrective actions observed during real production and scale-up conditions. Please refer to previous Prospector articles on paint defects for additional detail on formulation modification and additives to resolve paint defect issues as well as images of various paint defects.
Introduction
Anyone working in industrial coatings knows that defects are rarely as simple as they first appear. A surface issue that initially looks like contamination may originate from trapped solvent, poor cure development, substrate irregularities, or intercoat interaction deeper within the coating system. In many cases, the visible defect is only the final symptom of a much larger process-related issue.
Over the years, coating systems have become more advanced, with faster production cycles, lower VOC requirements, higher film builds, and increasingly complex multilayer structures. While these developments improve performance and efficiency, they also make troubleshooting significantly more challenging. Problems such as solvent popping, blistering, fish-eyes, sagging, adhesion loss, and particle formation can now involve a combination of formulation chemistry, substrate behavior, curing conditions, environmental exposure, and application parameters.
Because of this, modern coating defect analysis can no longer rely only on visual inspection. Industrial investigations increasingly require a combination of photomicroscopy, cross-sectional analysis, SEM/EDS characterization, FTIR analysis, sanding studies, coating thickness evaluation, and process review to understand exactly where a defect originated and how it propagated through the coating system.
Solvent Popping and Outgassing on MDF and Metal Substrates
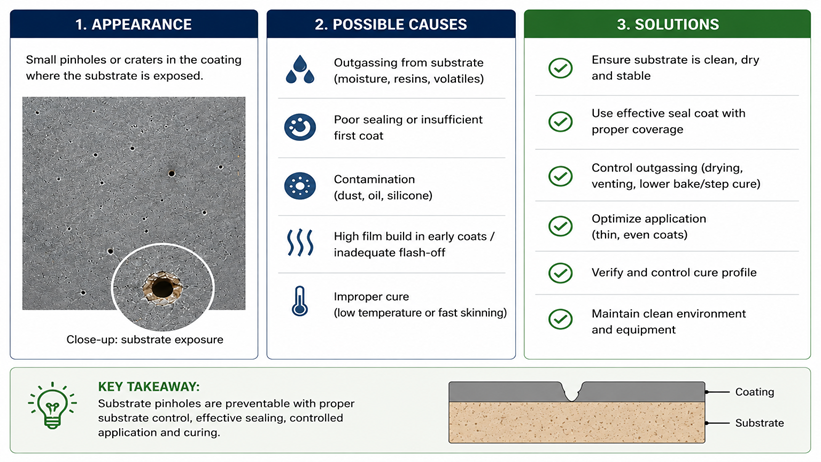
Solvent popping is one of the more common defects encountered in substrates such as wood, medium density fiberboard (MDF), fiber glass reinforced plastic or metal coating applications, particularly when higher film builds and aggressive cure schedules are involved. These defects usually appear as small pinholes, ruptured bubbles, or crater-like surface imperfections caused by trapped solvent or vapor escaping after the coating surface has already started to skin over.
Real Life Example: During production trials involving coated MDF components, random popping defects became more noticeable once the coating moved from controlled lab evaluations into full oven-curing conditions. At first, the issue appeared to be conventional solvent popping; however, the overall defect distribution and morphology suggested that additional substrate-related factors were likely contributing to the failure mechanism. Initial visual inspection suggested conventional solvent popping; however, photo microscopic analysis revealed irregular rupture morphology and internal void structures consistent with substrate-driven outgassing. Cross-sectional microscopy further demonstrated that the defect originated near the MDF interface and propagated upward through multiple coating layers.
After reviewing both the coating process and microscopy results, the primary issue was determined to be substrate outgassing combined with an overly aggressive early-stage cure profile which resulted in a cured surface layer that did not permit trapped gasses to escape prior to film formation. The first process modification involved minimizing substrate moisture content via oven conditioning prior to coating application. As MDF substrates can absorb and retain environmental moisture, controlling substrate storage conditions and moisture equilibrium became critical for reducing volatile release during curing.
The second modification involved optimizing flash-off conditions prior to thermal cure. Extending flash-off time allowed additional solvent evaporation before film skinning occurred. In some cases, staged oven profiles were also evaluated to gradually increase temperature rather than exposing the coating to aggressive initial heating conditions.
In addition to process modifications, formulation optimization was considered. Solvent packages were adjusted to improve solvent release behavior and reduce rapid surface skinning. Slower evaporating co-solvents were evaluated to improve film leveling and reduce volatile entrapment beneath the coating surface. In some systems, lower film builds were also recommended to reduce solvent retention throughout the coating thickness.
Sagging, Flow, and Rheology Control
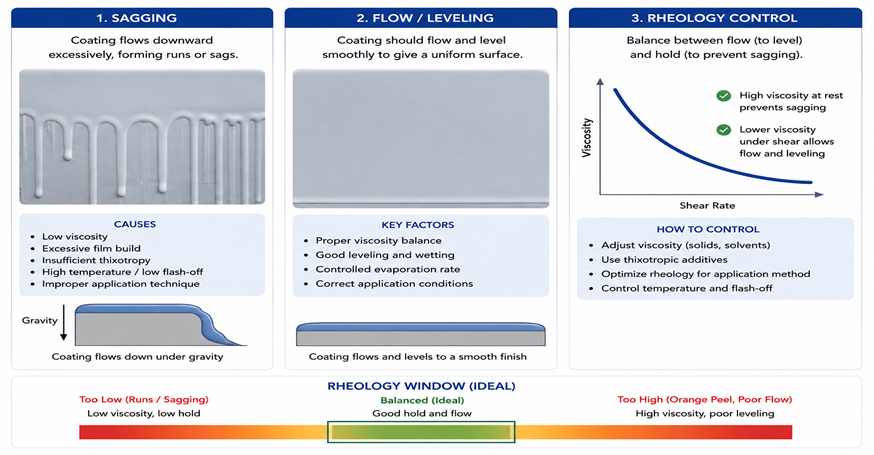
Sagging and flow control are frequently encountered in spray-applied coating systems, especially when high wet film thickness or poor rheology balance is involved. In production environments, these defects usually appear as curtain-like flow marks, uneven film build, or heavy edge accumulation on vertical surfaces.
ULTRUS™ Product Stewardship enables material selection, compliance, sustainability and chemical management throughout the product life cycle to meet regulatory requirements and consumer demands. Learn more here!
Initially, sagging defects appear inconsistent as some areas are acceptable for appearance immediately after application, while others develop heavy flow and curtain-like movement during the early drying stage. After reviewing the application conditions and wet film build, it became clear that the coating system lacked sufficient rheological structure to maintain stability on vertical surfaces. In one coating development project, high-build application conditions resulted in severe sagging along vertical surfaces despite acceptable atomization and appearance immediately after application.
To improve film stability, several rheology adjustments were evaluated to increase sag resistance while maintaining acceptable sprayability and appearance. Depending on the coating chemistry and solvent system, several rheology technologies were evaluated, including organoclay rheology modifiers, fumed silica systems, polyurethane associative thickeners (for waterborne coatings), castor wax derivatives, and hydrogenated rheology additives.
These additives helped improve yield stress and low-shear viscosity while maintaining acceptable sprayability and atomization. In some solventborne systems, rheology modifiers such as Bentone-based organoclays were particularly effective for improving vertical holdout and reducing flow defects during high-build application. Process modifications were additionally implemented, including reduced wet film thickness, optimized spray gun settings, improved atomization pressure, staged coating application, and controlled solvent evaporation profiles. Together, these modifications significantly reduced sagging while maintaining acceptable appearance and leveling.
Cratering, Fish-Eyes, and Surface Contamination
Fish-eyes and craters are typically associated with contamination or surface tension imbalance within the coating system. These defects are especially difficult to troubleshoot because they may originate from the substrate, the spray environment, application equipment, or from foreign materials used elsewhere in the facility.
In another coating project involving a multilayer coating system, small crater-like defects and surface irregularities appeared during final inspection. Initially, the issue looked like surface contamination; however, the defect pattern was inconsistent across the painted surface, which suggested that the problem may be related to more than just surface contamination.
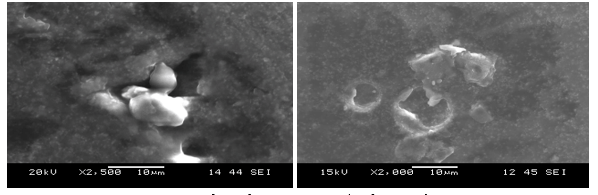
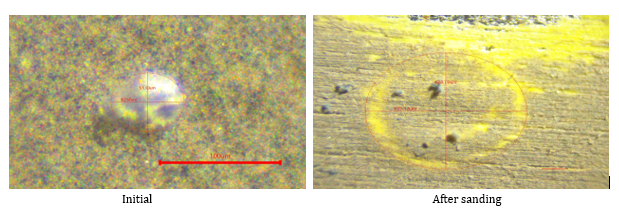
A closer microscopic evaluation showed localized surface depressions and irregular defect shapes distributed throughout the coating film. To better understand where the defect originated, additional work was carried out using photo microscopy, sanding to remove a thin layer of film, followed by both FTIR analysis, and SEM cross-sectional imaging. The goal was to determine whether the defect originated in the clear coat or extended deeper into the basecoat or primer layers.
One of the more interesting observations was that the defect appearance gradually reduced as the upper coating layers were lightly sanded and re-evaluated under microscopy. This suggested that a large portion of the issue was concentrated near the clear coat region. FTIR analysis also showed strong similarity between the defect area and the surrounding coating matrix, indicating that the issue may have been related to localized contamination, additive imbalance, or particle formation within the coating itself rather than foreign external debris.
Further SEM cross-sectional analysis revealed that some defect regions appeared to initiate closer to the
substrate interface and continue upward through the coating during curing. After reviewing both the analytical results and coating process conditions, it became clear that a combination of volatile entrapment, localized substrate variation, and curing conditions may have contributed to the final appearance of the defect. Based on these findings, corrective action focused on improving filtration, contamination control, flash-off conditions, solvent balance, and overall curing consistency throughout the coating process.
Delamination and Adhesion Failure Related to Cure Conditions
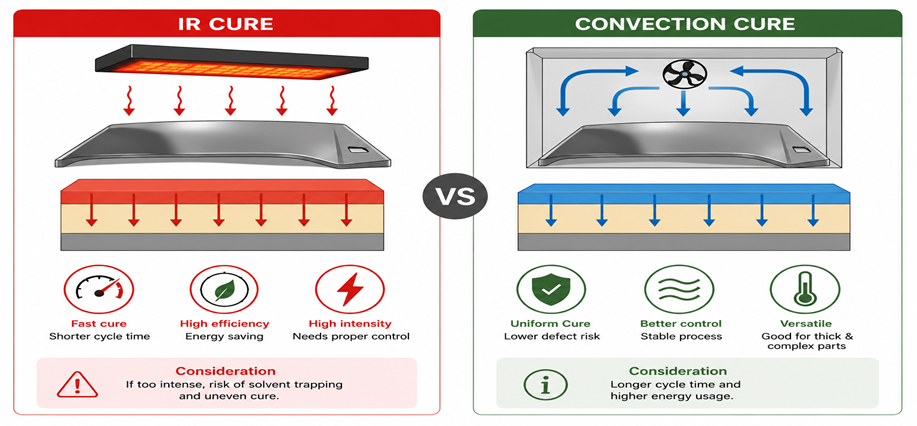
Adhesion-related failures are often among the most difficult coating defects to resolve because multiple variables can influence adhesion to the substrate as well as intercoat adhesion and cure development at the same time. During production-scale curing evaluations, substantial adhesion differences were observed between components processed using convection ovens and infrared (IR) curing systems. One of the more interesting observations during the study was how strongly cure conditions and room-temperature equilibration time influenced overall adhesion performance and intercoat adhesion in multilayer coating systems. Although the coating chemistry and substrate preparation remained nominally consistent, IR-cured components exhibited localized delamination and intercoat adhesion failure.
Photomicroscopic analysis revealed uneven film coalescence and localized intercoat separation. Cross-section analysis suggested variable cure gradients throughout the film. IR curing Infrared (IR) curing generally cures paint from the inside out. Unlike convection ovens that heat from the surface downward, IR radiation penetrates through the wet coating and heats the underlying substrate (the metal or substrate being painted) first. However excessive IR intensity can result in surface skin formation before complete solvent release and through-cure occurred throughout the coating stack.
FTIR analysis indicated differences in cure progression and crosslink density between convection-cured and IR-cured systems, while SEM analysis confirmed that the failure mechanism was process-related rather than contamination-driven.
To resolve the issue, several process optimization approaches were evaluated. Controlled flash-off times were introduced prior to IR exposure to improve solvent release. Staged IR intensity ramping was implemented to reduce rapid surface skinning and improve through-cure uniformity. Improved airflow and solvent evacuation were additionally incorporated into the curing process.
In some cases, hybrid IR/convection curing approaches were proposed to combine rapid production throughput with more uniform heat distribution and improved crosslink development. Post-cure thermal equalization steps were also evaluated to reduce internal stress gradients throughout the coating system.
Blistering and Moisture-Related Failures
Blistering commonly originates from trapped moisture beneath the coating film, substrate contamination, salt residue, or insufficient cure.
In several field-related evaluations, blistering becomes progressively more severe after long-term environmental exposure and cyclic humidity conditions. After reviewing the exposure history and coating structure, osmotic moisture migration beneath the coating film is identified as one of the primary contributors to localized blister formation and intercoat disruption.
Once blistering is identified, the investigation often focuses on determining whether the failure originated from substrate contamination, environmental exposure, moisture permeation, coating porosity, or incomplete cure.
Corrective actions may involve improving pretreatment quality, optimizing substrate cleanliness, reducing environmental humidity during application, improving cure conditions, and increasing coating crosslink density to reduce moisture permeability.
Conclusion
In many coating investigations, the visible surface defect is only part of the problem. A pinhole may start from trapped vapor below the coating, blistering may be linked to moisture or incomplete cure, and adhesion failure may result from process or curing conditions rather than coating chemistry alone.
The examples discussed here show the importance of combining analytical tools such as photomicroscopy, SEM/EDS, FTIR, sanding to reduce film thickness prior to analysis, and cross-sectional analysis with real production and process understanding. In many cases, solving the issue requires not only laboratory analysis, but also practical adjustments to flash-off time, cure schedule, airflow, filtration, rheology, contamination control, and overall process consistency.
As industrial coating systems continue moving toward faster throughput, lower VOC formulations, and more complex multilayer structures, coating investigations increasingly require a balance of the knowledge of coating chemistry, analytical testing, and processing experience.
Ultimately, successful troubleshooting comes from identifying the true root cause of the defect and making process or formulation changes that prevent the issue from returning during production.
References
- UL Prospector Knowledge Center – Overcoming Paint Film Defects: Causes and Remedies
- UL Prospector Knowledge Center – Coating Film Defects Part 2
- Goldie, W. “Paint and Surface Coatings: Theory and Practice,” Springer Science & Business Media.
- Lambourne, R. and Strivens, T.A. “Paint and Surface Coatings: Theory and Practice,” Woodhead Publishing.
- Bierwagen, G. “Organic Coatings for Corrosion Control,” ACS Symposium Series.
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.