
 The Polyamide (Nylon) Family Tree
The Polyamide (Nylon) Family Tree
While Nylon 6 (PA6) and Nylon 66 (PA66) represent over 80% of global polyamide consumption in engineering applications, the polyamide family consists of a broader spectrum of chemistries.
Polyamides are categorized by the number of carbon atoms in their monomer building blocks. Altering the length of these carbon chains directly manipulates the material’s moisture affinity, flexibility, thermal threshold, and chemical resistance.
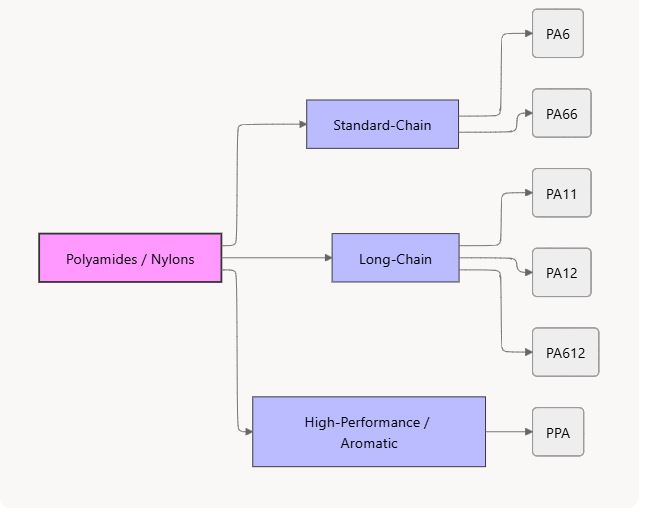
Short-Chain Polyamides (High Thermal, High Rigid)
- Nylon 46 (PA46): A highly crystalline polyamide with an exceptionally high melting point (~295°C). It exhibits superior stiffness retention at extreme temperatures, frequently outperforming PA66 in hyper-demanding automotive transmission components and electrical connectors.
Standard-Chain Polyamides (The Workhorses)
- Nylon 6 (PA6) & Nylon 66 (PA66): The industry standards which balance high mechanical strength, excellent processability, and cost efficiency, though they possess a high affinity for atmospheric moisture.
Long-Chain Polyamides (High Dimensional Stability)
- Nylon 11 (PA11) & Nylon 12 (PA12): These resins feature longer carbon chains, which dilutes the concentration of polar amide groups. Consequently, they absorb virtually no moisture (<2% at saturation), providing immaculate dimensional stability. They are highly flexible, possess exceptional impact strength at sub-zero temperatures, and are the gold standard for pneumatic air brakes, fuel lines, and SLS-based 3D printing powders.
- Nylon 610 (PA610) & Nylon 612 (PA612): Intermediate long-chain variants. They bridge the gap between PA66 and PA12, offering low moisture absorption and excellent chemical resistance against aggressive zinc chloride road salts, making them ideal for under-chassis automotive components and filament bristles.
High-Performance & Amorphous Aromatics
- Polyphthalamides (PPA / High-Performance Nylons): By integrating aromatic (benzene) rings into the polymer backbone, PPAs offer melting points exceeding 300°C and a dramatic reduction in moisture sensitivity. They are used to replace die-cast metals in structural plumbing and aerospace brackets.
- Amorphous Nylons (e.g., PA6I/6T): Unlike crystalline nylons, these lack a defined melting point and remain optically transparent. They serve as high-barrier layers in packaging or structural parts requiring absolute optical clarity combined with hydrocarbon resistance.
3D Printed Nylon Ecosystem
The preferred types of nylon change significantly when 3D printing (additive manufacturing). While injection moulding is dominated by PA6 and PA66, industrial 3D printing is overwhelmingly ruled by Nylon 12 (PA12) and Nylon 11 (PA11).
Upgrade the status quo. Find solutions, not just materials, learn more here!
- PA12 is the foundational workhorse of industrial 3D printing. It possesses a broad thermal processing window and suffers virtually zero part warpage during cooling.
- PA11 offers much higher elongation at break (>40% printed) and superior impact resistance compared to PA12. It is the premier choice for living hinges, snap-fits, and impact-exposed prosthetics or automotive interior clips.
- Filament Fabrication (FFF /FDM) formulations often utilize copolymers (like PA6/66 blends) to bring the extreme tensile strength and stiffness of moulded parts to 3D printing. However, unfilled PA6 filament is notoriously difficult to print. Its high crystallization rate and moisture sensitivity cause severe bed-adhesion failures and warping on larger parts. To combat warping, suppliers reinforce PA6 with carbon fibre (PA6-CF) or glass fibre (PA6-GF). The fibres minimize volumetric shrinkage, transforming PA6 into an incredibly rigid, warp-resistant filament perfect for manufacturing jigs, fixtures, and heavy-duty end-use brackets.
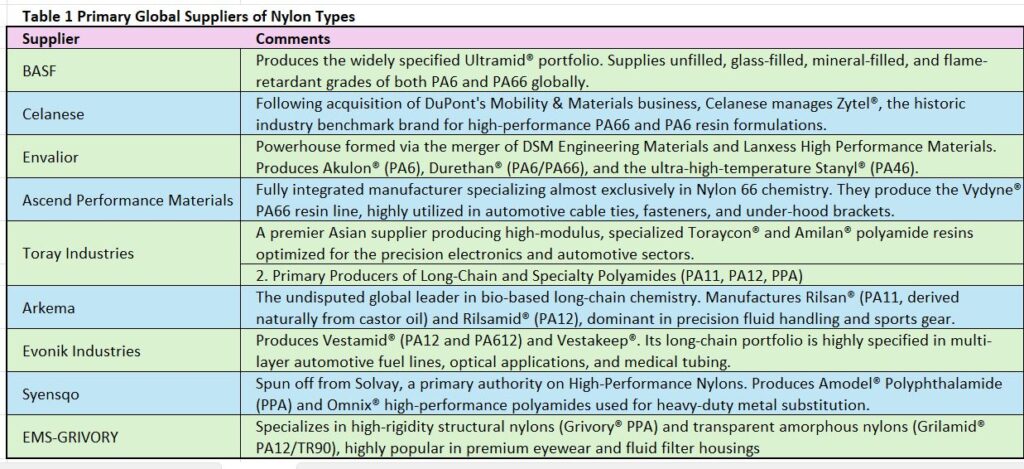
Global Tier-1 Suppliers of Major Polyamides
When specifying materials for industrial manufacturing, sourcing from a tier-1 global producer ensures batch-to-batch consistency, robust regulatory compliance (RoHS/REACH), and comprehensive FEA material data sheets.
Design engineers should never simply write ‘Nylon’ or ‘PA66’ on a production blueprint. This invites sourcing errors. Specify the exact manufacturer grade and trade name.
Table 1 shows the primary global suppliers categorized by their core polyamide portfolios.
Nylon 6 vs Nylon 66
While both Nylon 6 and Nylon 66 are engineering thermoplastics within the same family, their molecular differences drastically alter how they perform under stress, heat, and environmental exposure.
Selecting the optimal polyamide is rarely a choice between “good” and “bad.” Instead, it is an exercise in balancing mechanical thresholds, thermal limits, processing behaviour, and environmental exposure. The decision between Nylon 6 (PA6) and Nylon 66 (PA66) – and their respective glass-filled variants – directly determines whether a component survives structural loads, holds critical tolerances, or fails prematurely in the field.
Chemical Foundations – the origin of differences in processing behaviour
The fundamental differences between PA6 and PA66 originate at the molecular level, dictating how these materials behave during injection moulding.
Nylon 6 (PA6) –> [ Ring-Opening Polymerization ] –> Asymmetrical chain packing
Nylon 66 (PA66) –> [ Condensation Polymerization ] –> Highly symmetrical chains, dense packing
Melt Rheology and Flow Kinetics
PA66 is a copolymer formed by the condensation of adipic acid and hexamethylenediamine. Its highly linear, symmetrical molecular structure allows polymer chains to pack tightly and form dense crystalline regions rapidly upon cooling. This leads to high mould shrinkage (typically 1.5% to 2.5% for unfilled grades; this shrinkage is highly anisotropic (different in the flow vs. cross-flow directions), which significantly increases the risk of part warpage in asymmetric designs. Designers must account for this in tool geometry; precise tool gating, higher melt temperatures, and robust venting to prevent short-shots or burning in complex geometries. PA66 has a much higher melt viscosity and a narrower processing window than PA6.
Conversely, PA6 is synthesised via the ring-opening polymerization of a single monomer, caprolactam. This creates an asymmetrical chain structure that crystallises relatively slowly. It exhibits lower and more isotropic mould shrinkage (1.0% to 2.0%). This makes PA6 inherently more forgiving when trying to hold tight dimensional tolerances straight out of the tool. In the melt phase, PA6 exhibits low viscosity and high flowability. For the design engineer, this means PA6 can easily fill long path-to-thickness ratios, thin-walled electronics enclosures, and intricate internal ribbing without requiring extreme injection pressures or triggering high shear stress.
When glass fibres are added, shrinkage drops drastically for both materials (down to 0.3% to 0.8%), but the differential shrinkage between flow and cross-flow directions becomes even more pronounced, demanding careful gate placement to mitigate warpage.
Thermal Profile & Continuous Use
Thermal performance in high-heat environments (e.g. under-the-hood automotive use or industrial machinery) represents the primary differentiator between PA6 and PA66.
Heat Deflection Temperature (HDT) and Continuous Use
Unfilled PA6 and PA66 have relatively low Heat Deflection Temperatures under heavy loads. However, once glass fibres are introduced, the fibres lock the polymer matrix in place, preventing chain slippage at elevated temperatures.
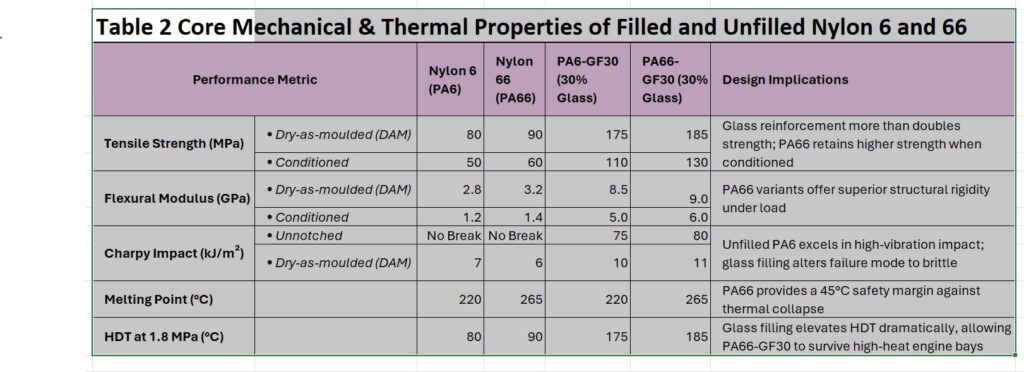
As noted in Table 2, PA66-GF30 achieves an HDT of 250°C, whereas PA6-GF30 peaks at 205°C. If a component undergoes short-term thermal spikes such as during paint-curing ovens or localized exhaust heat radiation – PA66-GF30 provides an indispensable thermal safety margin.
Long-Term Creep Resistance
Creep is the tendency of a plastic part to permanently deform under a sustained mechanical load over time. Because of its denser molecular packing and higher crystallinity, PA66 resists long-term creep significantly better than PA6. For an industrial gear, a threaded fluid coupling, or a structural structural hinge that remains under constant spring or bolt tension, PA6 will slowly deform (“relax”) over months of exposure, leading to loss of torque or mechanical misalignment. PA66 maintains its structural preload far longer.
Mechanical Performance
The Stiffness vs. Toughness Trade-off
If a part needs to act as a rigid, load-bearing chassis, PA66 must be specified. If the part must survive sudden impact drops, repeated snaps, or heavy cyclic vibration without cracking, PA6 is preferred.
Unfilled vs. Glass-Filled Variants
Unfilled polyamides provide excellent toughness but lack the modulus required for rigid structural frameworks. To bridge this gap, compounding resins with glass fibres (typically 30% to 35% by weight) transforms them into high-performance structural materials.
Table 2 establishes a direct engineering comparison between unfilled and 30% glass-filled (GF30) variants in both the Dry-As-Moulded (DAM) and Conditioned (50% Relative Humidity) states.
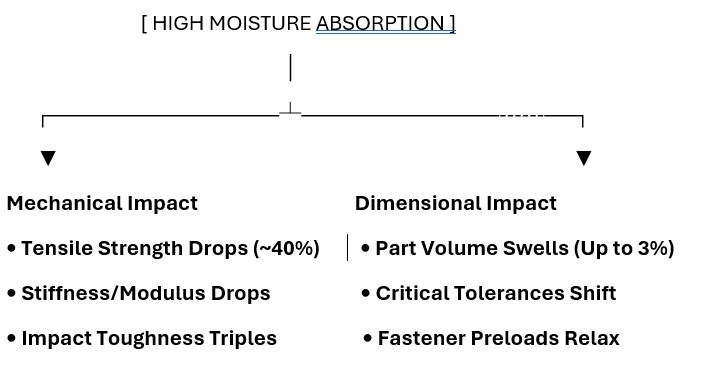
The Moisture Problem
Both materials are highly hydrophilic (moisture-loving). Absorbed water molecules act as a plasticiser, altering mechanical properties over time.
- Tensile Strength & Stiffness drop significantly
- Impact Strength & Elongation increase significantly
- Part Dimensions expand (swell)
PA6 absorbs moisture faster and possesses a higher moisture absorption capacity, reaching approximately 9.5% at total saturation and 2.8% at equilibrium (23°C, 50% RH). PA66 maxes out at roughly 8.5% at saturation and 2.5% at equilibrium.
Though a 0.3% to 1.0% difference in weight gain seems minor, it yields severe dimensional variances. An unfilled, dry-as-moulded (DAM PA6 component can swell by 2.5 to 3.0% in volume at full saturation, completely seizing tight-tolerance moving assemblies or binding slide tracks. PA66 experiences lower dimensional growth.
Design engineers frequently make the catastrophic mistake of designing components using “Dry-As-Moulded” (DAM) data sheet values. In reality, unless a part is hermetically sealed, it will absorb ambient moisture within weeks of installation, therefore always run FEA and stress calculations using “Conditioned” (50% RH) data sheets, not “Dry As Moulded” (DAM) values.
Friction and Wear
The higher surface hardness of PA66 yields a lower coefficient of friction against steel and other polymers. Coupled with its superior thermal threshold, unfilled or internally lubricated (PTFE/MOS2-filled) PA66 outlasts PA6 in slide-and-glide applications. For unlubricated kinematics – such as conveyor wear strips, bush-bearings, cams, and industrial gear trains – PA66 resists abrasive wear and localized frictional heating far better than PA6.
Surface Cosmetics and Fibreglass “Read-Through”
PA6 yields a noticeably superior surface finish. Because it flows easily and crystallises slowly, glass fibres remain buried beneath the resin skin. Specify PA6 for visible consumer enclosures or industrial tools where a high-gloss, cosmetic finish is required.
For parts where visual appeal is paramount, PA6 is overwhelmingly superior. Because PA6 crystallises slowly and flows easily, the resin creates a rich, resin-dense layer at the mould wall before solidifying. This effectively buries glass fibres deep beneath the surface skin.
When injection moulding PA66-GF30, the rapid crystallization often freezes the flow front prematurely, causing glass fibres to orient against the tool surface. This results in a matte, rough finish with visible silver streaks (known as fibre “read-through”). For external control handles, visible consumer-facing housings, or aesthetic trim pieces, PA6-GF30 provides a high-gloss, premium finish that PA66 cannot match without specialized, expensive heat-cool tooling (RHCM).
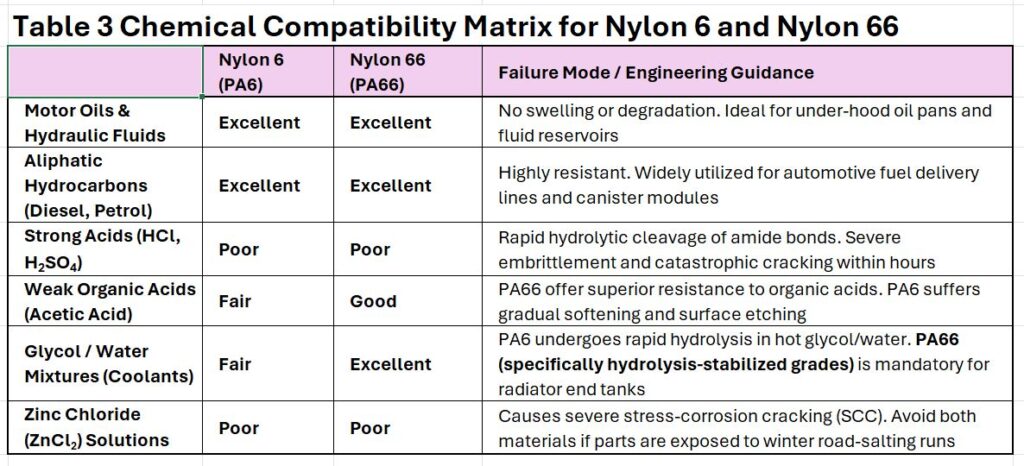
Chemical Compatibility
Polyamides possess excellent generic resistance to hydrocarbons and organic solvents, but they are highly susceptible to acids and strong bases. Table 3 below outlines their survival rates against common industrial chemicals at room temperature.
Component Selection Summary
Temperature Thresholds: If the continuous operating temperature exceeds 105°C, or if short-term spikes exceed 200°C, specify PA66 or PA66-GF30.
Impact vs. Rigidity: If the component is a load-bearing structural frame requiring maximum stiffness, select PA66-GF30. If it must endure heavy vibrations, impacts, or requires integrated snap-fits, select PA6.
Dimensional Criticality: If the part features tight mating tolerances, gear tooth alignments, or precision guide tracks, choose PA66 due to its lower moisture absorption and more predictable environmental swell.
Cosmetic Demands: If the part is an exterior user interface that demands a high-gloss, flawless surface finish free of fibre blooming, choose PA6-GF30.
Economic Boundaries: If the mechanical and thermal requirements of PA6 satisfy design margins, default to PA6. PA6 resin is typically 10% to 20% cheaper than PA66 and processes with lower tool wear and injection pressures.
Tables and Figs
Table 1 Primary Global Suppliers of Nylon Types
Table 2 Core Mechanical & Thermal Properties of filled and unfilled Nylon 6 and 66
Table 3 Chemical Compatibility Matrix for Nylon 6 and Nylon 66
Fig 1 The Polyamide Family
Fig 2 Effect of Moisture on Mechanical Properties and Dimensional Stability
The views, opinions and technical analyses presented here are those of the author or advertiser, and are not necessarily those of ULProspector.com or UL Solutions. The appearance of this content in the UL Prospector Knowledge Center does not constitute an endorsement by UL Solutions or its affiliates.
All content is subject to copyright and may not be reproduced without prior authorization from UL Solutions or the content author.
The content has been made available for informational and educational purposes only. While the editors of this site may verify the accuracy of its content from time to time, we assume no responsibility for errors made by the author, editorial staff or any other contributor.
UL Solutions does not make any representations or warranties with respect to the accuracy, applicability, fitness or completeness of the content. UL Solutions does not warrant the performance, effectiveness or applicability of sites listed or linked to in any content.